歡迎訪問中科光析科學技術研究所官網!
- 聯系我們
- 關注微信

歡迎訪問中科光析科學技術研究所官網!

免費咨詢熱線
400-635-0567|
聚乙烯超高分子內襯管檢測項目報價???解決方案???檢測周期???樣品要求? |
點 擊 解 答?? |
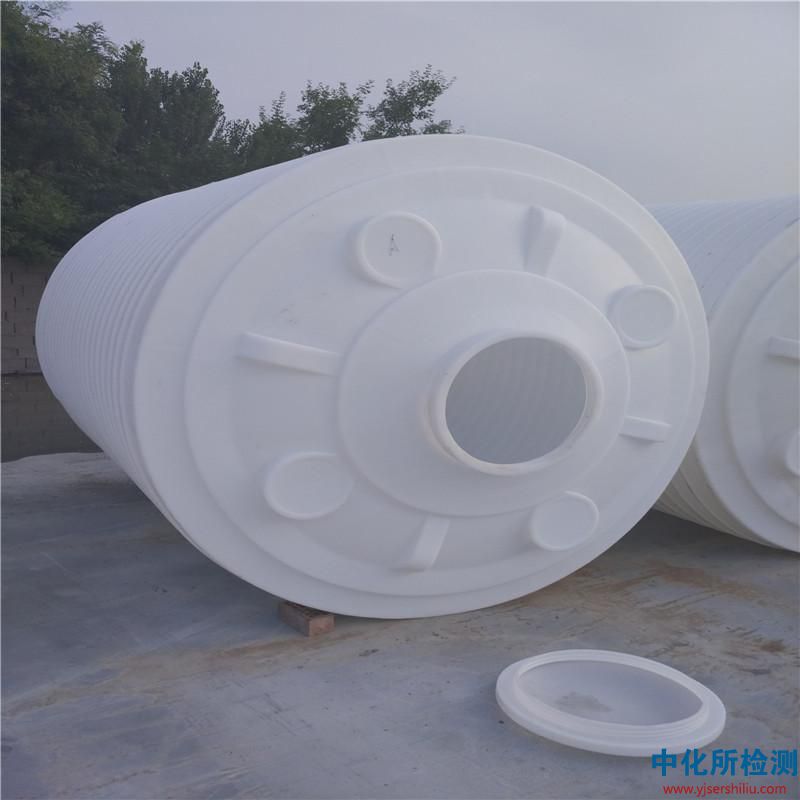
聚乙烯超高分子量(UHMWPE)內襯管憑借其卓越的耐磨性、自潤滑性和耐化學腐蝕性,廣泛應用于礦漿輸送、疏浚、化工等嚴苛工況的管道內襯修復與防護。為確保其性能與長期服役可靠性,系統化的檢測至關重要。以下為詳實的檢測技術方案:
一、檢測原理
檢測核心在于評估內襯管材料性能、界面結合質量及整體結構完整性,主要基于以下原理:
材料性能表征:
界面結合質量評估:
結構完整性檢測:
二、實驗步驟
試樣制備:
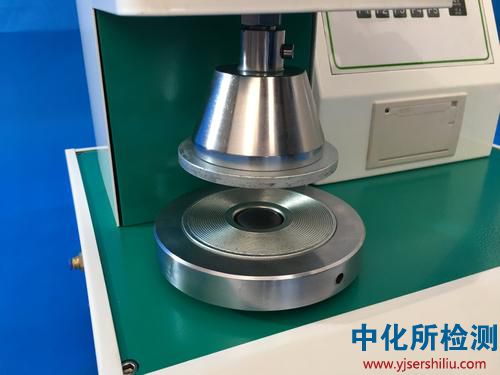
材料性能測試:
界面結合質量測試:
結構完整性檢查:
數據記錄與分析:
三、結果分析
材料性能:
界面結合質量:
結構完整性:
四、常見問題與解決方案
| 問題現象 | 可能原因 | 解決方案建議 |
|---|---|---|
| 界面剝離/粘接強度低 | 1. 基管內表面處理不達標(清潔度、粗糙度、活化不足)。 2. 粘接劑選擇不當或過期失效。 3. 涂膠工藝不良(厚度不均、漏涂、固化條件不符)。 4. UHMWPE表面處理(如火焰、電暈)效果不佳。 |
1. 嚴格管控基管表面處理工藝(噴砂等級、清潔度檢測)。 2. 驗證粘接劑適用性及有效期,確保配比與固化工藝。 3. 優化涂膠設備與參數,確保均勻覆蓋。 4. 優化并驗證UHMWPE表面處理工藝。 |
| 內襯層壁厚不均勻 | 1. 擠出工藝不穩定(溫度、壓力、速度波動)。 2. 模具設計或安裝偏差。 3. 基管橢圓度或內徑偏差過大。 |
1. 優化并監控擠出工藝參數。 2. 檢查修正模具狀態。 3. 嚴格控制基管幾何尺寸公差。 |
| 內表面存在劃痕/損傷 | 1. 生產、搬運、安裝過程中機械刮擦。 2. 內襯材料中混入硬質雜質。 3. 內窺鏡探頭操作不當。 |
1. 加強過程防護(使用軟質吊具、避免拖拽)。 2. 加強原材料檢驗與生產環境清潔度控制。 3. 規范內窺鏡操作,使用保護套。 |
| 摩擦系數/磨損率偏高 | 1. UHMWPE原料分子量不足或降解。 2. 添加劑(如潤滑劑)不足或分散不均。 3. 測試條件(載荷、速度、對磨件)與實際工況差異過大。 |
1. 加強原材料入廠檢驗(熔指、DSC)。 2. 優化配方與混煉工藝。 3. 確保實驗室磨損測試條件盡可能模擬實際工況。 |
| 壓力試驗泄漏 | 1. 內襯層本身存在針孔、裂縫。 2. 端部密封失效或粘接不牢。 3. 界面大面積脫粘。 4. 內襯層在管件(彎頭、三通)處貼合不良或損壞。 |
1. 加強內襯管生產過程質量控制與出廠檢驗(如電火花檢漏)。 2. 優化端部處理與密封結構設計及施工。 3. 檢查并解決界面粘接問題。 4. 確保翻邊或模壓工藝質量,管件區域檢查。 |
| 熱循環后出現皺褶/脫粘 | 1. UHMWPE與基管熱膨脹系數差異過大。 2. 界面粘接強度不足以抵抗熱應力。 3. 安裝時存在初始應力或約束不當。 |
1. 選擇熱膨脹系數更匹配的基管或考慮補償設計。 2. 提升界面粘接強度(見“界面剝離”解決方案)。 3. 優化安裝工藝,避免強制裝配,考慮熱脹冷縮自由度。 |
關鍵要點與注意事項:
通過系統化、標準化的檢測流程,結合對結果的深入分析和常見問題的有效預防與解決,可大程度保障聚乙烯超高分子內襯管的質量與在嚴苛工況下的長期可靠運行,為管道系統的安全性和,為管道系統的安全性和經濟性提供堅實支撐。
(注:本文內容基于通用技術原理與實踐經驗總結,具體檢測方案需依據項目要求、采用的標準規范以及管材的具體設計參數制定。)
 前沿科學
微信公眾號
前沿科學
微信公眾號
 中析研究所
抖音
中析研究所
抖音
 中析研究所
微信公眾號
中析研究所
微信公眾號
 中析研究所
快手
中析研究所
快手
 中析研究所
微視頻
中析研究所
微視頻
 中析研究所
小紅書
中析研究所
小紅書